

















- today
- perm_identity شیرین کریمی
- label صنایع دستی
- favorite 16 لایک
- remove_red_eye 27706 بازدید
- comment 11 دیدگاه
فلز مادهای معدنی و دارای ویژگیهای استحکام، دوام، چکشخواری و شکلپذیری است، خاصیت تورّق دارد، ذوب میشود و پس از ذوب، امکان استفاده مجدد از آن وجود دارد. کوبیدن نقش به وسیله ضربات چکش با انواع قلم بر فلزات چکشخوار برای تزئین سطوح تخت و منحنی را هنر قلمزنی میگویند. همانطور که بخش تاریخچه هنر قلمزنی اشاره کردیم این هنر سابقه طولانی در ایران و جهان دارد و همچنان پا برجاست در این بخش قصد داریم شما را با ابزار مورد نیاز این هنر زیبا و اصیل آشنا کنیم پس با ما همراه باشید.

ابزارهای اصلی قلمزنی
ابزارهای قلمزنی به دو دسته ابزارهای اصلی و ابزارهای جانبی نقسیم میشوند که ابزارهای اصلی قلمزنی شامل چکش، انواع قلم، کُنده و تسمه است. در ادامه به طور کامل کاربرد هر یک از آنها توضیح داده شده است.
چکش قلمزنی
از سه قسمت سر فولادی مخروطی شکل، رابط فلزی و دسته چوبی تشکیل شده است که قلمزن با آن بر انتهای قلم ضربه زده، قلم را بر سطح فلز به حرکت درمیآورد. سطح ضربه زننده، مربع یا دایره شکل است و سمت دیگر آن نسبتا نوک تیز میباشد تا در هنگام ضربه زدن مانع دید قلمزن نشود. چکش، کموزن و سبک (حدود 200 گرم) انتخاب میشود و دستهی آن ظریف و باریک است تا موجب خستگی دست قلمزن نشود.

کُنده
بخشی از تنهی درخت است که زمینه را برای قلمزنی بر روی آن میگذاریم. مشابه فلزی آن وجود دارد و میتوان متناسب با قد خود آن را تنظیم کرد.
تسمه
مانند کمربند است و حنس آن میتواند از چرم، پلاستیک و یا پارچه باشد و برای ثابت نگه داشتن قطعهی کار به روی کنده هنگام قلمزنی مورد استفاده قرار میگیرد.
قلم
قلم میلهای است فولادی به طول تقریبی 15 سانتیمتر با ضخامت قلم تحریر که به دست استاد قلمزن ساخته میشود و برای نقش نشاندن یا ایجاد بافتهای مناسب بر روی فلز مورد استفاده قرار میگیرد. ضخامت و طول قلم در صورت لزوم تغییرپذیر است. نوک هر قلم دارای شکل و بافت خاصی است که برای انجام کاری بهخصوص و یا ایجاد نقشی ویژه و بافتهای مناسب به کار گرفته میشود.
قلمها بر اساس نوع روش قلمزنی به سه دستهی قلمهای منبتکاری (شکلدهنده)، قلمهای ریزهکاری (ایجاد نقش و بافت) و قلمهای مشبککاری (برشدهنده) تقسیم میشود.
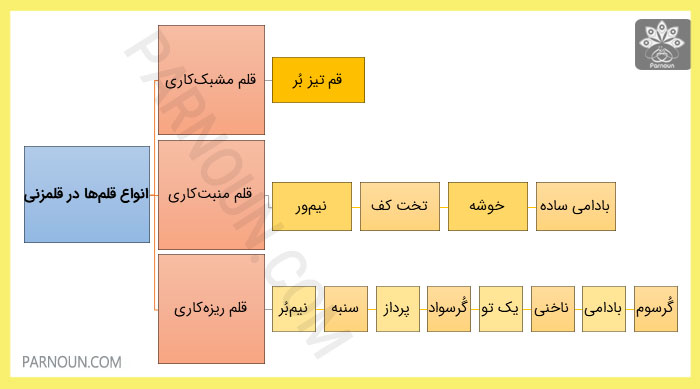
قلمهای ریزهکاری
در قلمزنی به روش ریزهکاری برای تزئین و تکمیل طرح از قلمهای نیمبُر، سنبه، پرداز، گرسوم، گُرسواد، یک تو، ناخنی و بادامی استفاده و بعضی از اینها در اندازههای مختلف ساخته میشوند.
1- نیمبُر: مقطع آن بدون آج و مانند پیچگوشتی است که خطوط طرح با آن بر سطح فلز حک میشود.
2- سُنبه: مقطع آن مخروطی شکل، مانند نوک مداد است و برای سنبهکاری طرح و همچنین تزئین نقوش به کار میرود.
3- پرداز: مقطع آن مانند قلم نیمبُر است با این تفاوت که سطح آن از دو طرف به صورت مایل، آجدار میباشد. در تزئینات گلها، حیوانات، درختان و همچنین برای مشخص کردن خطوط پرگاری طرح و خطوط حاصل از قلم سنبه مورد استفاده قرار میگیرد.
4- گُرسَواد (گل سواد یا گل سوا): مقطع آن مستطیل شکل و تخت است که به صورت مایل از دو طرف دارای آج میباشد و برای مات کردن، فروبردن زمینه و همچنین تزئین گلها، مناظر، بدن انسان و بهطورکلی، روسازی (ساختوساز طرح مانند گلها، برگها، درختان، جانوران، لباس آدم و ... میگویند) به کار میرود و معمولا در اندازههای مختلف ساخته میشود.
5- یکتو (یهتو): نوک آن مخروطی شکل با مقطعی گرد و کوچک میباشد که حفرهای در مرکز آن تعبیه شده است و معمولا در اندازههای مختلف ساخته میشود. در تزئین حاشیه، زمینه و همچنین ساخت گل و برخی نقوش از قلم یکتو استفاده میشود.
6- ناخنی (زُلفی): مقطع آن به شکل نیمدایرهای باریک شبیه ناخن انگشتان دست و بدون آج است. از این قلم برای نقش انسان، یال اسب، امواج آب و تزئین حاشیه استفاده میشود.
7- بادامی: مقطع آن به شکل بادام و دارای دو ردیف آج متقاطع است و برای تزئین حاشیه، زمینه، گل و برگ و ساخت گلهای چند چر به کار میرود.
8- گُرسُوم (گل سوم): مقطع آن مستطیل شکل با چهار تا پنج حفرهی ریز دایره است که بهصورت ردیف، کنار هم قرار گرفتهاند. در بعضی از آنها برای راحتی کار دو ردیف از این حفرهها به صورت دو خط موازی در کنار هم قرار میگیرند که اصطلاحا به آن قلم گرسوم دورج و یا دورگ گفته میشود. از این قلم در زمینهسازی برای ایجاد بافتهای مناسب و تزئینات طرح استفاده میشود.

قلمهای منبتکاری و جُنده کاری
برای برجسته کردن نقوش یا فرو بردن زمینهی نقش از این قلمها استفاده میشود به همین دلیل سطح مقطع آنها صاف و صیقلی و بدون آج است. قلمهای منبتکاری انواعی چون قلم نیمور، قلم تخت کف، قلم خوشه (خُشه) و قلم بادامی ساده دارند.
1- نیمور: مقطع آن بیضی شکل و لبههای آن منحنی است. با این قلم میتوان خطوط اصلی نقش را به اندازه دلخواه روی فلز فرو بُرد که بر دو نوع تند و کند تقسیم میشود.
2- قلم کف تخت: مقطع آن کاملا تخت به شکل مربع یا مستطیل و بدون آج است و برای فرو بردن زمینهی طرح که دارای سطوحی با خطهای کناری مستقیم میباشد و برجسته نمودن خط مورد استفاده قرار میگیرد و معمولا در اندازههای متفاوت ساخته میشود.
3- خوشه (خُشه): مقطع آن دایرهای شکل و بدون لبه و سطح آن صاف و صیقلی است برای ایجاد شکل و نقوش خیلی برجسته که دارای خطوط کناری منحنی میباشند به کار میرود و در اندازههای متفاوت ساخته میشود.
4- بادامی ساده: مقطع آن مانند قلم بادامی است اما بزرگتر و بدون آج میباشد که برای اثرگذاری بهتر، مقطع آن را لبهدار میسازند. در ایجاد نقش گلهای چند پر از آن استفاده میشود.

قلم مشبککاری
در روش مشبککاری، از قلم تیزبُر که نوک آن به صورت خطی با عرض کم و لبهی برنده است استفاده میشود. با ضربه زدن به روی تیزبُر، فلز برش خورده و قسمتهایی از زمینه یا نقش از قطعهی کار جدا میشود. گفتنی است اندازهی قلمهای ذکر شده، شمارهی استانداردی ندارد و استاد کار قلمزن میتواند با توجه به اندازه و نوع طرح گاهی اندازههای مختلفی از هر کدام را بسازد.

ابزارهای جانبی قلمزنی
این ابزارها شامل ابزار ذوب قیر، ابزار قیرریزی، ابزار آمادهسازی بوم، ابزار پیاده کردن طرح، ابزار قیربرداری و ابزار پرداخت میباشد.
ابزارهای ذوب قیر
ابزارهایی که برای ذوب قیر استفاده میشوند عبارتند از:
اجاق گاز: برای ذوب و آمادهسازی قیر مورد استفاده قرار میگیرد.
کپسول گاز: با شیلنگ گاز به اجاق متصل میشود...
ظروف ذوب قیر: ظرفی فلزی است که برای ذوب کردن قیر به کار میرود. اصطلاحا به آن «توه» گفته میشد. برای این منظور میتوان از ظروف مناسبی از جنس روی، آهن یا مس استفاده کرد.
زیر توه: صفحهای فلزی است که زیر توه برای ایمنی استفاده میشود.
ترازو: برای وزن کردن قیر و گچ به کار میرود.

ابزار قیرریزی
هسوم: قطعه چوبی است که برای مخلوط کردن و برداشتن قیر به کار میرود. برای ریختن قیر بر سطح کار میتوان از ملاقه با دستهی چوبی استفاده کرد.
ظرف آب: برای آزمایش قیر آماده شده و سرد کردن بوم قیرگذاری شده به کار میرود.
ابزارهای آمادهسازی بوم
قیچی: برای برش ورقههای فلزی در دو نوع اهرمی و دستی به کار میرود.
سوهان: برای صاف کردن لبههای فلز برش خورده و ساخت انواع قلم به کار میرود.
گونیای فلزی 90 درجه: برای قائمه کردن قطعههای فلزی برش خورده به کار میرود.
سنباده: برای سنباده زدن سطح فلز و همچنین تیز کردن مقطع قلمها به کار میرود. شامل انواع سنگ نفت ثابت و متحرک و سنبادهی ثابت و متحرک است.

ابزارهای پیاده کردن طرح
کاغذ کپی: برای انتقال طرح بر سطح فلز، در روش استفاده از کپی به کار میرود.
کیسهی گَرده: کیسهای است پارچهای حاوی گرده زغال که هنگام انتقال طرح به روش گرده کردن (اصطلاحا گرته گذاری نیز میگویند) از آن استفاده میشود.
پرگار فلزی: برای ترسیم دایره، قوس زدن، تقسیم کار و جدولبندی بر سطح فلز به کار میرود که با فشار دست باز و بسته میشود.
قلم سنبه: از این قلم برای ایجاد سوراخهای ریز ممتد بر روی طرحی که بر روی کاغذ پوستی منتقل شده است استفاده میشود. گاهی به جای این قلم، سوزن به کار گرفته میشود.
ابزارهای قیر برداری
چکش فلزی: برای جدا کردن قیر از زمینهی تخت به کار میرود.
انبر: برای نگهداری و جابهجایی شیء فلزی به هنگام حرارت دادن مورد استفاده قرار میگیرد.
شعله افکن: وسیلهای برای حرارت دادن.
چکش چوبی: برای صاف کردن لبههای شیء به کار میرود.

ابزارهای پرداخت
فرچهی سیمی: برای پرداخت اشیا قلمزنی شده به کار میرود. دستهی آن چوبی است و سر آن با مفتولهای ظریف فلز پوشیده شده است.
چسب کاغذی: برای چسباندن مقوا به فلز مورد استفاده قرار میگیرد.
چسب مایع: برای چسباندن طرح به زمینه مورد استفاده قرار میگیرد.
کاغذ کپی: برای انتقال طرح به روی زمینه مورد استفاده قرار میگیرد.
روغن: برای چرب کردن و ثابت نگه داشتن گرده بر سطح فلز هنگام انتقال آن به روش گرته گذاری و همچنین در دوده زدن اشیا قلمزنی شده به کار میرود.
نفت: برای پاک کردن تکههای ریز قیر از سطح شیء مورد استفاده قرار میگیرد.
اسید: اسید سولفوریک 90% را به نسبت 1 به 20 با آب رقیق کرده و برای پرداخت شیء قلمزنی شده به کار میرود.
دوده: در روش سیاهکاری، برای تیره کردن زمینهی طرح قلمزنی شده (از جنس مس قرمز، سفید و نقره) به کار میرود.

قیر: جسم جامد، غیر متبلور و سیاه رنگی است که سطح شکستگی آن مانند شیشه ناصاف است و در جاهای نفتی قدیمی یافت میشود. ترکیب قیر از هیدروکربنهای نفت است که در نتیجه اکسیداسیون حالت جامد پیدا کرده است. قیر مورد استفاده در قلمزنی، ترکیبی است از قیر سفت و گچ ساختمانی که دارای خواص زیر میباشد:
1- قابلیت ذوب و برگشتپذیری به حالت اولیه: نقطه ذوب قیر پایین است و با حرارت کم به حالت مایع در میآید.
2- شکلپذیری و مقاومت: هنگام قلمزنی، قیر همان شکلی را به خود میگیرد که فلز قلمزنی شده به خود گرفته است و بدین گونه از صدمه دیدن شیء فلزی جلوگیری میشود. البته در عین شکلپذیری، قیر به هنگام قلمزنی در برابر ضربات چکش مقاوم است و شدت ضربات چکش بر روی شیء را تنظیم میکند. بدین شکل که بخشی از ضربات چکش را در خود نگه داشته و بخشی دیگر را به فلز منتقل میکند.
3- انسجام بین مولکولی: انسجام قیر قلمزنی زیاد است و به همین دلیل بهراحتی بدون آن که خرد شود به شکل تکههای بزرگ از شیء قلمزنی شده جدا میشود.
4- جابهجایی قیر قلمزنی به راحتی امکان پذیر است: به عنوان مثال میتوان آن را بهصورت قالبی آماده و به شکلهای تختِ مربع، مستطیل یا دایره درآورد و بهراحتی بدون آن که قیر بشکند و یا تغییر شکل دهد آن را جابهجا کرد و در صورت نیاز میتوان قالب را با حرارت شعله افکن به قطعه فلز چسباند.

اصول ایمنی و بهداشت در کارگاههای قلمزنی
برای حصول ایمنی در کارگاه تولیدی صنایع دستی قلمزنی موارد زیر باید کاملا رعایت شود:
نصب کپسول آتش خاموش کن در ورودی کارگاه.
نصب فیوز مجزا برای سیستم برق کارگاه در ورودی کارگاه.
نصب جعبه کمکهای اولیه برای درمان سوختگیها و جراحات احتمالی.
استفاده صحیح و به جا از ابزار و وسایل کارگاه.
استفاده از دستکشهای نسوز و کفش ایمنی هنگام قیرریزی.
قرار دادنن ابزار در جای خودش پس از استفاده.
استفاده از لباس نسوز مخصوص هنگام ذوب قیر و قیرریزی.
استفاده از ماسک هنگام قیرریزی و به کارگیری اسید ضروری است.

رعایت اصول بهداشت کارگاه، زمینهساز سلامت جسمی و روانی افراد میگردد. برای این منظور باید نکات زیر را رعایت نمود:
- هنگام کار از لباس مناسب و تمیز استفاده کرد.
- محیط کارگاه را همواره تمیز نگه داشت.
- پس از اتمام مراحل قیرریز اجاق گاز و اطراف آن را تمیز کرد.
- هنگام ذوب قیر و اسیدکاری حتما دستگاه تهویه هوا را روشن کرد.
منبع: فروشگاه اینترنتی پرنون
تهیه و گردآوری مطلب: وبلاگ فروشگاه اینترنتی پرنون
دیدگاه (11)